
Thread Rolling
Theory
Thread rolling is used to produce threads in substantial quantities. This is a cold-forming process operation in which the threads are formed by rolling a thread blank between hardened dies that cause the metal to flow radially into the desired shape. Because no metal is removed in the form of chips, less material is required, resulting in substantial savings.
In addition, because of cold working, the threads have greater strength than cut threads, and a smoother, harder and more wear resistant surface is obtained. The process is fast, with production rates of one per second being common. The quality of cold rolled products is consistently good. Chip-less operations are cleaner and result in material savings.
For mass production of threaded objects such as bolts and screws, two flat reciprocating dies (or threaded rolls rotating in opposite directions) are used to form threads through plastic deformation. This operation is similar to knurling and is therefore called thread rolling.
Thread rolling produces no swarf and requires less material because the blank diameter is smaller than that required for thread cutting. Typically, a material saving of 15–20% by weight is achieved. A rolled thread can often be identified because the thread diameter is larger than the original blank rod diameter.
Materials used for thread rolling must be ductile, as the threads are cold formed. Brittle materials such as cast iron are unsuitable. Cold rolling improves yield strength, surface finish, hardness, and wear resistance. Typical tolerances are ±0.001 in (±0.025 mm), with values as tight as ±0.0006 in (±0.015 mm) achievable. Surface finishes range from 6 to 32 micro-inches.
Types of Thread Rolling
There are four main types of thread rolling processes based on die configuration:
- Flat dies
- Two-die cylindrical
- Three-die cylindrical
- Planetary dies
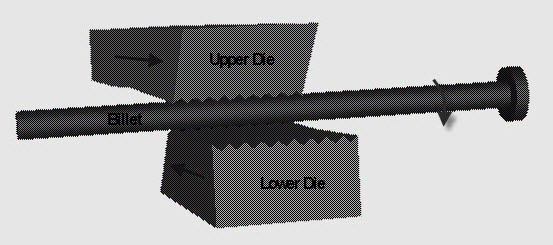
Flat Dies
The flat die system consists of two flat dies. The lower die remains stationary while the upper die reciprocates. The blank is placed on one end of the stationary die, and as the moving die slides, the blank rolls between the dies, forming threads. The finished blank rolls off the stationary die before the moving die completes its stroke.
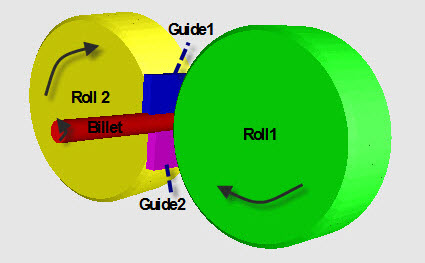
Two-Die Cylindrical
The two-die cylindrical process uses two rotating dies and is suitable for producing threads up to 6 inches (150 mm) in diameter and 20 inches (510 mm) in length.
Three-Die Cylindrical
There are two types of three-die cylindrical thread rolling processes:
(i) In the first type, three dies move radially outward to allow the blank to enter, then close and rotate to form the threads. This method is commonly used in turret lathes and screw machines.
(ii) The second type uses a self-opening die head. This method is more common but cannot form the last 1.5 to 2 threads near shoulders.

Planetary Dies
Planetary dies are used for mass production of threads up to 1 inch (25 mm) in diameter. This method is highly economical and produces threads with excellent form and strength. Cold working improves strength, especially at the thread root, and reduces surface defects that could act as stress raisers.
A change in blank diameter affects the major thread diameter in an approximate ratio of 3:1. Production rates are typically three to five times faster than thread cutting.